ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ LG-120, ਫਾਰਮਵਰਕ ਨੂੰ ਬਰੈਕਟ ਨਾਲ ਜੋੜਦਾ ਹੈ, ਇੱਕ ਕੰਧ ਨਾਲ ਜੁੜਿਆ ਸਵੈ-ਚੜ੍ਹਾਈ ਫਾਰਮਵਰਕ ਹੈ, ਜੋ ਇਸਦੇ ਆਪਣੇ ਹਾਈਡ੍ਰੌਲਿਕ ਲਿਫਟਿੰਗ ਸਿਸਟਮ ਦੁਆਰਾ ਸੰਚਾਲਿਤ ਹੈ। ਇਸਦੀ ਮਦਦ ਨਾਲ, ਮੁੱਖ ਬਰੈਕਟ ਅਤੇ ਚੜ੍ਹਾਈ ਰੇਲ ਕ੍ਰਮਵਾਰ ਇੱਕ ਪੂਰੇ ਸੈੱਟ ਜਾਂ ਚੜ੍ਹਾਈ ਦੇ ਰੂਪ ਵਿੱਚ ਕੰਮ ਕਰ ਸਕਦੇ ਹਨ। ਚਲਾਉਣ ਅਤੇ ਤੋੜਨ ਵਿੱਚ ਆਸਾਨ ਹੋਣ ਕਰਕੇ, ਸਿਸਟਮ ਤੁਹਾਡੀ ਕਾਰਜਸ਼ੀਲ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦਾ ਹੈ ਅਤੇ ਨਿਰਪੱਖ-ਮੁਖੀ ਕੰਕਰੀਟ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ। ਨਿਰਮਾਣ ਵਿੱਚ, ਪੂਰਾ ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਸਿਸਟਮ ਹੋਰ ਲਿਫਟਿੰਗ ਉਪਕਰਣਾਂ ਤੋਂ ਬਿਨਾਂ ਸਥਿਰਤਾ ਨਾਲ ਚੜ੍ਹਦਾ ਹੈ ਅਤੇ ਇਸ ਲਈ ਇਸਨੂੰ ਸੰਭਾਲਣਾ ਆਸਾਨ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਚੜ੍ਹਾਈ ਪ੍ਰਕਿਰਿਆ ਤੇਜ਼ ਅਤੇ ਸੁਰੱਖਿਅਤ ਹੈ। ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਸਿਸਟਮ ਉੱਚ-ਉੱਚ ਇਮਾਰਤ ਅਤੇ ਪੁਲ ਨਿਰਮਾਣ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਵਿਕਲਪ ਹੈ।
ਅੱਜ ਦੇ ਲੇਖ ਵਿੱਚ, ਅਸੀਂ ਆਪਣੇ ਗਰਮ-ਵਿਕਰੀ ਉਤਪਾਦ ਨੂੰ ਹੇਠ ਲਿਖੇ ਪਹਿਲੂਆਂ ਤੋਂ ਪੇਸ਼ ਕਰਨ ਜਾ ਰਹੇ ਹਾਂ:
•ਨਿਰਮਾਣ ਵਿੱਚ ਫਾਇਦੇ
• ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ ਸਿਸਟਮ ਦੀ ਬਣਤਰ
•LG-120 ਦਾ ਚੜ੍ਹਾਈ ਵਰਕਫਲੋ
• ਦਾ ਉਪਯੋਗਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ LG-120
ਉਸਾਰੀ ਵਿੱਚ ਫਾਇਦੇ:
1) ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ ਇੱਕ ਪੂਰੇ ਸੈੱਟ ਦੇ ਰੂਪ ਵਿੱਚ ਜਾਂ ਵਿਅਕਤੀਗਤ ਤੌਰ 'ਤੇ ਚੜ੍ਹ ਸਕਦਾ ਹੈ। ਚੜ੍ਹਾਈ ਦੀ ਪ੍ਰਕਿਰਿਆ ਸਥਿਰ ਹੈ।
2) ਸੰਭਾਲਣ ਵਿੱਚ ਆਸਾਨ, ਉੱਚ ਸੁਰੱਖਿਆ, ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ।
3) ਇੱਕ ਵਾਰ ਇਕੱਠੇ ਹੋਣ ਤੋਂ ਬਾਅਦ ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਸਿਸਟਮ ਨੂੰ ਉਸਾਰੀ ਪੂਰੀ ਹੋਣ ਤੱਕ ਨਹੀਂ ਤੋੜਿਆ ਜਾਵੇਗਾ, ਜਿਸ ਨਾਲ ਉਸਾਰੀ ਵਾਲੀ ਥਾਂ ਲਈ ਜਗ੍ਹਾ ਬਚਦੀ ਹੈ।
4) ਚੜ੍ਹਾਈ ਦੀ ਪ੍ਰਕਿਰਿਆ ਸਥਿਰ, ਸਮਕਾਲੀ ਅਤੇ ਸੁਰੱਖਿਅਤ ਹੈ।
5) ਇਹ ਆਲ-ਰਾਊਂਡ ਓਪਰੇਟਿੰਗ ਪਲੇਟਫਾਰਮ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਠੇਕੇਦਾਰਾਂ ਨੂੰ ਹੋਰ ਓਪਰੇਟਿੰਗ ਪਲੇਟਫਾਰਮ ਸਥਾਪਤ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਸਮੱਗਰੀ ਅਤੇ ਮਿਹਨਤ ਦੀ ਲਾਗਤ ਬਚਦੀ ਹੈ।
6) ਢਾਂਚੇ ਦੀ ਉਸਾਰੀ ਵਿੱਚ ਗਲਤੀ ਛੋਟੀ ਹੈ। ਕਿਉਂਕਿ ਸੁਧਾਰ ਦਾ ਕੰਮ ਸਰਲ ਹੈ, ਇਸ ਲਈ ਉਸਾਰੀ ਦੀ ਗਲਤੀ ਨੂੰ ਫਰਸ਼-ਦਰ-ਫਰਸ਼ ਖਤਮ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
7) ਫਾਰਮਵਰਕ ਸਿਸਟਮ ਦੀ ਚੜ੍ਹਾਈ ਦੀ ਗਤੀ ਤੇਜ਼ ਹੈ। ਇਹ ਪੂਰੇ ਨਿਰਮਾਣ ਕਾਰਜ ਨੂੰ ਤੇਜ਼ ਕਰ ਸਕਦਾ ਹੈ।
8) ਫਾਰਮਵਰਕ ਆਪਣੇ ਆਪ ਚੜ੍ਹ ਸਕਦਾ ਹੈ ਅਤੇ ਸਫਾਈ ਦਾ ਕੰਮ ਸਥਾਨ 'ਤੇ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਇਸ ਲਈ ਟਾਵਰ ਕਰੇਨ ਦੀ ਵਰਤੋਂ ਬਹੁਤ ਘੱਟ ਜਾਵੇਗੀ।
9) ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਕਮਿਊਟੇਟਰ ਬਰੈਕਟ ਅਤੇ ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਦੇ ਵਿਚਕਾਰ ਫੋਰਸ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸੇ ਹਨ। ਕਮਿਊਟੇਟਰ ਦੀ ਦਿਸ਼ਾ ਬਦਲਣ ਨਾਲ ਬਰੈਕਟ ਅਤੇ ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਦੇ ਸੰਬੰਧਿਤ ਚੜ੍ਹਾਈ ਨੂੰ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਪੌੜੀ ਚੜ੍ਹਨ ਵੇਲੇ, ਸਿਲੰਡਰ ਬਰੈਕਟ ਦੇ ਸਮਕਾਲੀਕਰਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਆਪਣੇ ਆਪ ਨੂੰ ਐਡਜਸਟ ਕਰਦਾ ਹੈ।
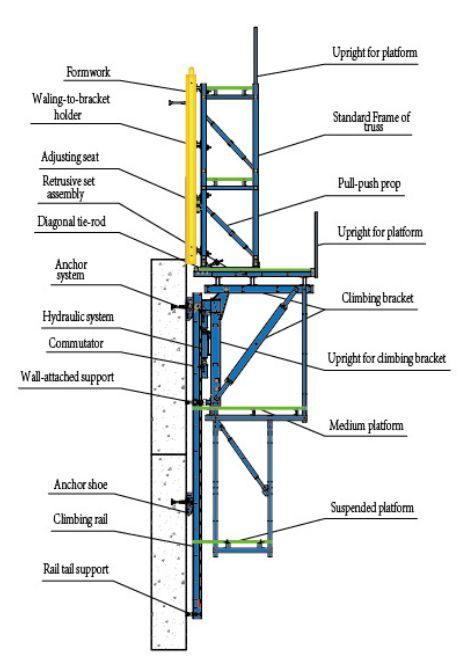
ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ ਸਿਸਟਮ ਦੀ ਬਣਤਰ:
ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ ਸਿਸਟਮ ਐਂਕਰ ਸਿਸਟਮ, ਚੜ੍ਹਾਈ ਰੇਲ, ਹਾਈਡ੍ਰੌਲਿਕ ਲਿਫਟਿੰਗ ਸਿਸਟਮ ਅਤੇ ਓਪਰੇਟਿੰਗ ਪਲੇਟਫਾਰਮ ਤੋਂ ਬਣਿਆ ਹੈ।
LG-120 ਦਾ ਚੜ੍ਹਾਈ ਵਰਕਫਲੋ
ਕੰਕਰੀਟ ਪਾਉਣ ਤੋਂ ਬਾਅਦ→ਫਾਰਮਵਰਕ ਨੂੰ ਢਾਹ ਦਿਓ ਅਤੇ ਪਿੱਛੇ ਵੱਲ ਜਾਓ→ਦੀਵਾਰ ਨਾਲ ਜੁੜੇ ਯੰਤਰ ਸਥਾਪਿਤ ਕਰੋ→ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਨੂੰ ਚੁੱਕਣਾ→ਬਰੈਕਟ ਨੂੰ ਜੈਕ ਕਰਨਾ→ਰੀਬਾਰ ਨੂੰ ਬੰਨ੍ਹੋ→ਫਾਰਮਵਰਕ ਨੂੰ ਢਾਹ ਦਿਓ ਅਤੇ ਸਾਫ਼ ਕਰੋ→ਫਾਰਮਵਰਕ 'ਤੇ ਐਂਕਰ ਸਿਸਟਮ ਨੂੰ ਠੀਕ ਕਰੋ→ਮੋਲਡ ਬੰਦ ਕਰੋ→ਕਾਸਟ ਕੰਕਰੀਟ
a. ਪਹਿਲਾਂ ਤੋਂ ਏਮਬੈਡਡ ਐਂਕਰ ਸਿਸਟਮ ਲਈ, ਮਾਊਂਟਿੰਗ ਬੋਲਟਾਂ ਨਾਲ ਫਾਰਮਵਰਕ 'ਤੇ ਚੜ੍ਹਨ ਵਾਲੇ ਕੋਨ ਨੂੰ ਠੀਕ ਕਰੋ, ਕੋਨ ਹੋਲ ਵਿੱਚ ਕੋਨ ਨੂੰ ਮੱਖਣ ਨਾਲ ਪੂੰਝੋ ਅਤੇ ਉੱਚ-ਸ਼ਕਤੀ ਵਾਲੇ ਟਾਈ ਰਾਡ ਨੂੰ ਕੱਸੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਹ ਚੜ੍ਹਨ ਵਾਲੇ ਕੋਨ ਦੇ ਧਾਗੇ ਵਿੱਚ ਨਾ ਵਹਿ ਜਾਵੇ। ਐਂਕਰ ਪਲੇਟ ਨੂੰ ਉੱਚ-ਸ਼ਕਤੀ ਵਾਲੇ ਟਾਈ ਰਾਡ ਦੇ ਦੂਜੇ ਪਾਸੇ ਪੇਚ ਕੀਤਾ ਗਿਆ ਹੈ। ਐਂਕਰ ਪਲੇਟ ਦਾ ਕੋਨ ਫਾਰਮਵਰਕ ਦਾ ਸਾਹਮਣਾ ਕਰਦਾ ਹੈ ਅਤੇ ਚੜ੍ਹਨ ਵਾਲਾ ਕੋਨ ਉਲਟ ਦਿਸ਼ਾ ਵਿੱਚ ਹੈ।
b. ਜੇਕਰ ਏਮਬੈਡਡ ਹਿੱਸੇ ਅਤੇ ਸਟੀਲ ਬਾਰ ਵਿਚਕਾਰ ਕੋਈ ਟਕਰਾਅ ਹੈ, ਤਾਂ ਸਟੀਲ ਬਾਰ ਨੂੰ ਮੋਲਡ ਬੰਦ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਸਹੀ ਢੰਗ ਨਾਲ ਵਿਸਥਾਪਿਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
c. ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਨੂੰ ਚੁੱਕਣ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਕਮਿਊਟੇਟਰਾਂ ਵਿੱਚ ਉਲਟਾਉਣ ਵਾਲੇ ਯੰਤਰਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ ਉੱਪਰ ਵੱਲ ਐਡਜਸਟ ਕਰੋ। ਉਲਟਾਉਣ ਵਾਲੇ ਯੰਤਰ ਦਾ ਉੱਪਰਲਾ ਸਿਰਾ ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਦੇ ਵਿਰੁੱਧ ਹੈ।
d. ਬਰੈਕਟ ਨੂੰ ਚੁੱਕਣ ਵੇਲੇ, ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਕਮਿਊਟੇਟਰਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ ਹੇਠਾਂ ਵੱਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹੇਠਲਾ ਸਿਰਾ ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਦੇ ਵਿਰੁੱਧ ਹੁੰਦਾ ਹੈ (ਚੜਾਈ ਜਾਂ ਲਿਫਟਿੰਗ ਰੇਲ ਦਾ ਹਾਈਡ੍ਰੌਲਿਕ ਕੰਸੋਲ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਵਿਅਕਤੀ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਰੇਕ ਰੈਕ ਨੂੰ ਇਹ ਨਿਗਰਾਨੀ ਕਰਨ ਲਈ ਸੈੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਕਿ ਇਹ ਸਮਕਾਲੀ ਹੈ ਜਾਂ ਨਹੀਂ। ਜੇਕਰ ਇਹ ਸਮਕਾਲੀ ਨਹੀਂ ਹੈ, ਤਾਂ ਹਾਈਡ੍ਰੌਲਿਕ ਵਾਲਵ ਕੰਟਰੋਲ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਬਰੈਕਟ ਦੇ ਚੜ੍ਹਨ ਤੋਂ ਪਹਿਲਾਂ, ਕਾਲਮਾਂ ਵਿਚਕਾਰ ਲੰਬਕਾਰੀ ਦੂਰੀ 1 ਮੀਟਰ ਹੈ, ਅਤੇ ਲੰਬਕਾਰੀ ਦੂਰੀ 1 ਮੀਟਰ ਹੈ। ਫਿਰ, 2 ਸੈਂਟੀਮੀਟਰ ਚੌੜੀ ਟੇਪ ਦੀ ਵਰਤੋਂ ਨਿਸ਼ਾਨ ਲਗਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਲੇਜ਼ਰ ਪੱਧਰ ਨੂੰ ਘੁੰਮਾਉਣ ਅਤੇ ਛੱਡਣ ਲਈ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਇਹ ਤੇਜ਼ੀ ਨਾਲ ਦੇਖਿਆ ਜਾ ਸਕੇ ਕਿ ਕੀ ਫਰੇਮ ਸਮਕਾਲੀ ਹੈ)।
ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਨੂੰ ਥਾਂ 'ਤੇ ਚੁੱਕਣ ਤੋਂ ਬਾਅਦ, ਕੰਧ ਅਟੈਚਮੈਂਟ ਡਿਵਾਈਸ ਅਤੇ ਹੇਠਲੀ ਪਰਤ ਦੇ ਚੜ੍ਹਾਈ ਵਾਲੇ ਕੋਨ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਟਰਨਓਵਰ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਨੋਟ: ਕੰਧ ਅਟੈਚਮੈਂਟ ਅਤੇ ਚੜ੍ਹਾਈ ਵਾਲੇ ਕੋਨ ਦੇ 3 ਸੈੱਟ ਹਨ, 2 ਸੈੱਟ ਚੜ੍ਹਾਈ ਵਾਲੀ ਰੇਲ ਦੇ ਹੇਠਾਂ ਦਬਾਏ ਜਾਂਦੇ ਹਨ, ਅਤੇ 1 ਸੈੱਟ ਟਰਨਓਵਰ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋ-ਕਲਾਈਮਿੰਗ ਫਾਰਮਵਰਕ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ:

ਪੋਸਟ ਸਮਾਂ: ਜਨਵਰੀ-14-2022